Follow
Follow
Follow
Follow
Follow
CONTACT US
Home
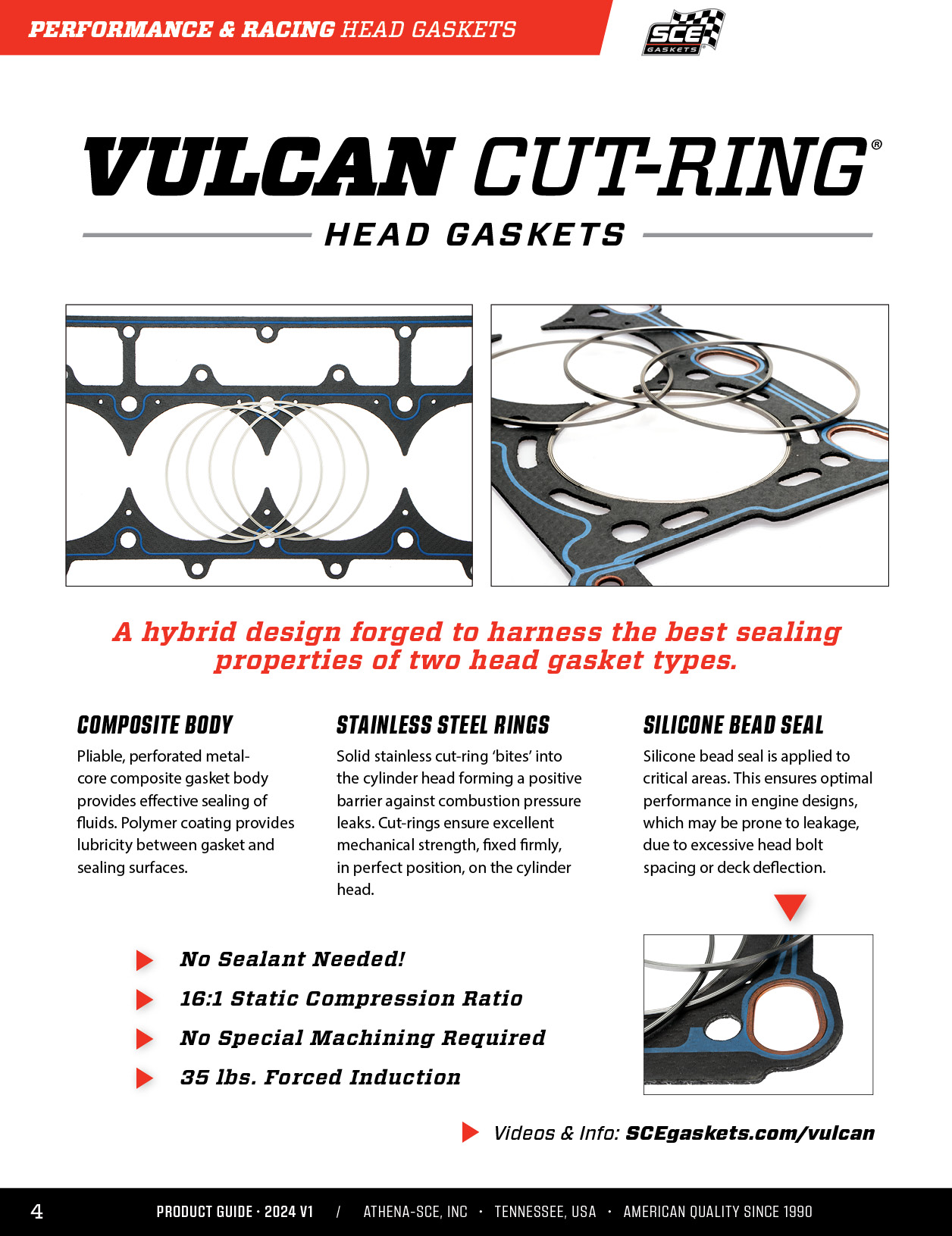
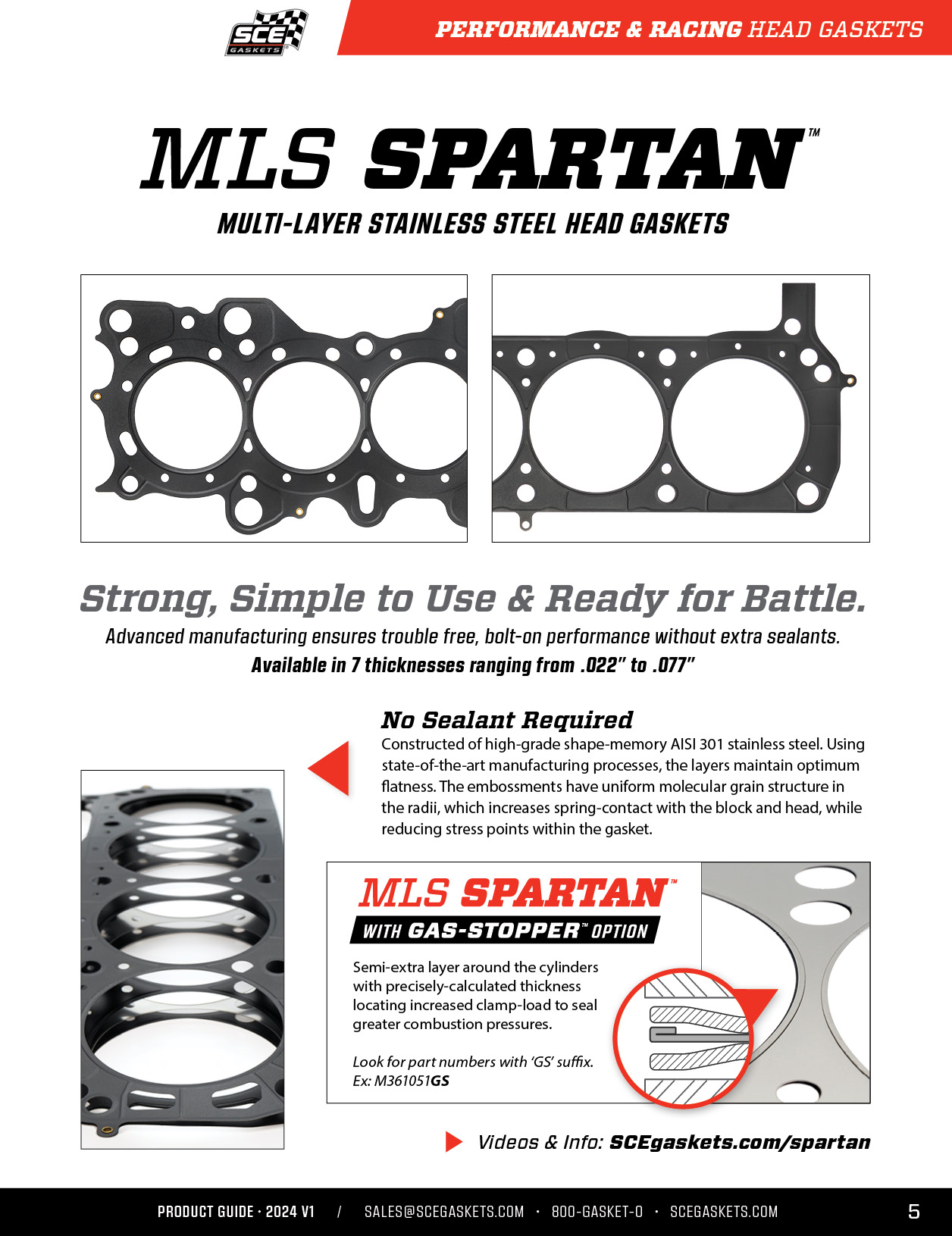
Tech & Videos
Catalog
About Us
Where to Buy
Follow
Follow
Follow
Follow
Follow
CONTACT US
Home
Tech & Videos
Catalog
About Us
Where to Buy
Where to Buy
Product Guide
Download PDF
2024 V1 · 7.5 MB